Home
About Us
Factory Show
Equipment Showcase
Certificate
Products
Bronze Castings
Bronze Parts For Crusher
Graphite Bushing
Brass Bushing
News
Company News
Industry News
Cases
Contact Us
Home
About Us
Factory Show
Equipment Showcase
Certificate
Products
Bronze Castings
Bronze Parts For Crusher
Graphite Bushing
Brass Bushing
News
Company News
Industry News
Cases
Contact Us
News
Home
>
News
>
Industry News
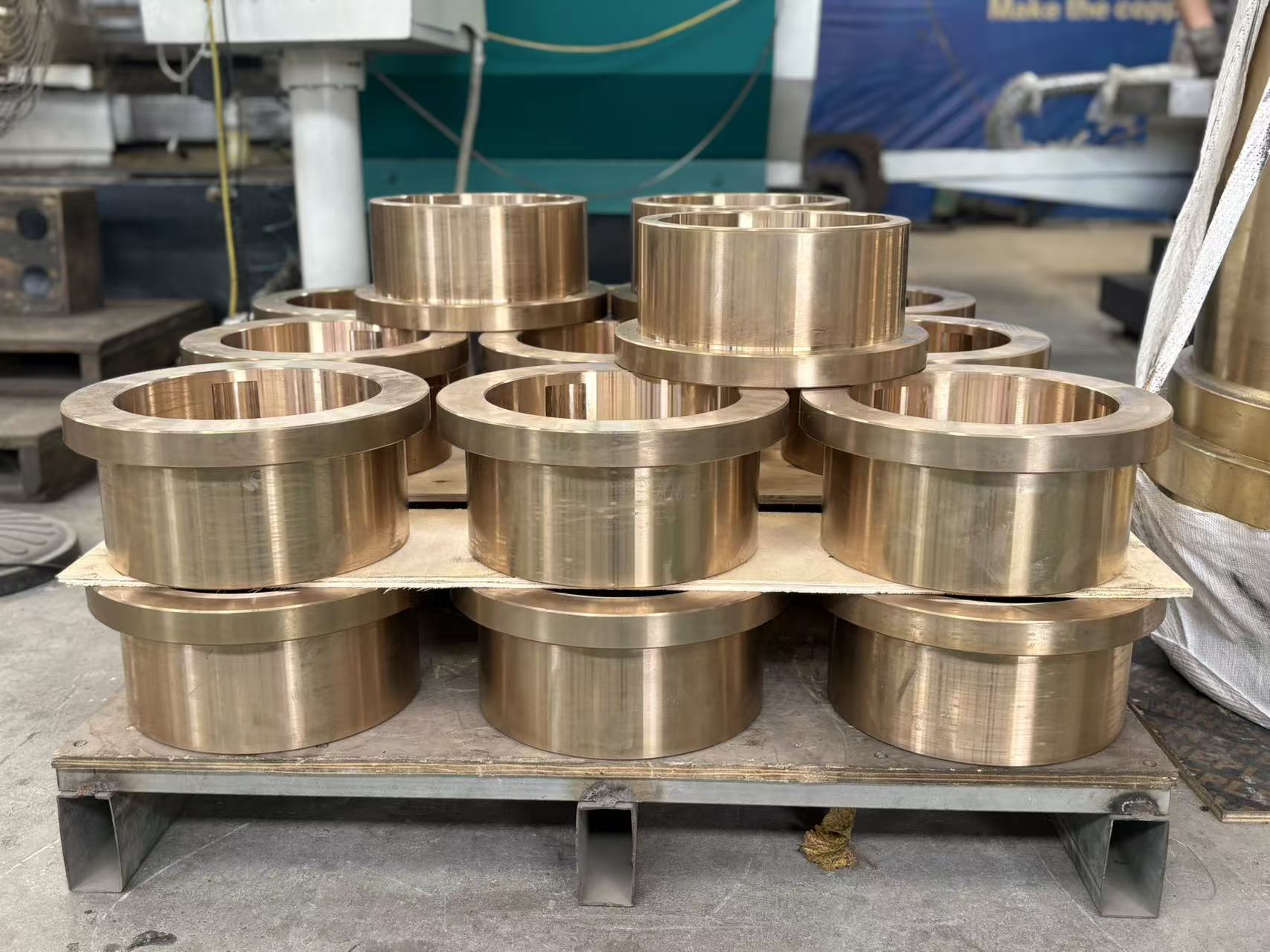
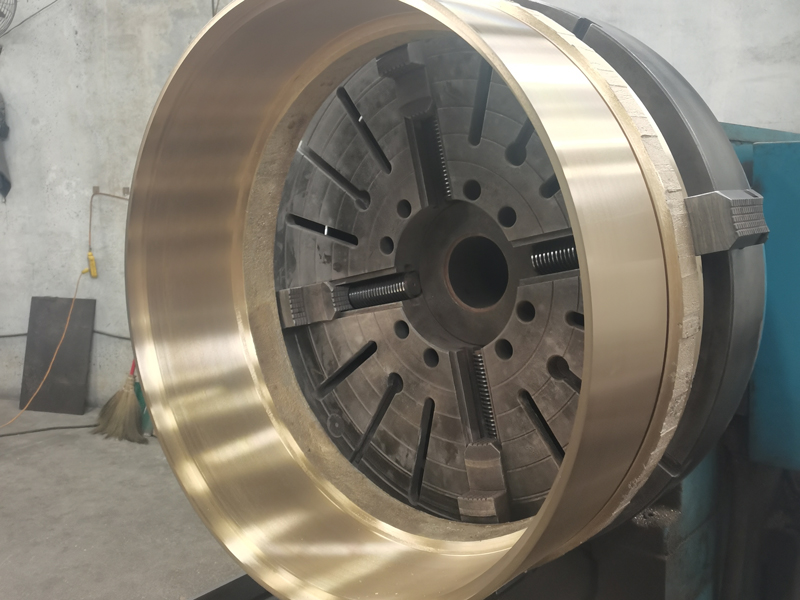
Rio Wear-resistant Copper Sleeve Shipment Notice
2026-04-22
Share :
Last One:
Factors Affecting the Price of Split Bronze Bushings
Next Article:
Back to list
Related News Recommendations
2024-12-27
Structural characteristics of copper bearings
View More
2026-03-23
ZCuSn10P1 vs ZCuZn25Al6: Longer Life Offsets Higher Cost
View More
2024-08-28
Why can bronze alloy bushings improve wear resistance and service life
View More
[email protected]
[email protected]
X