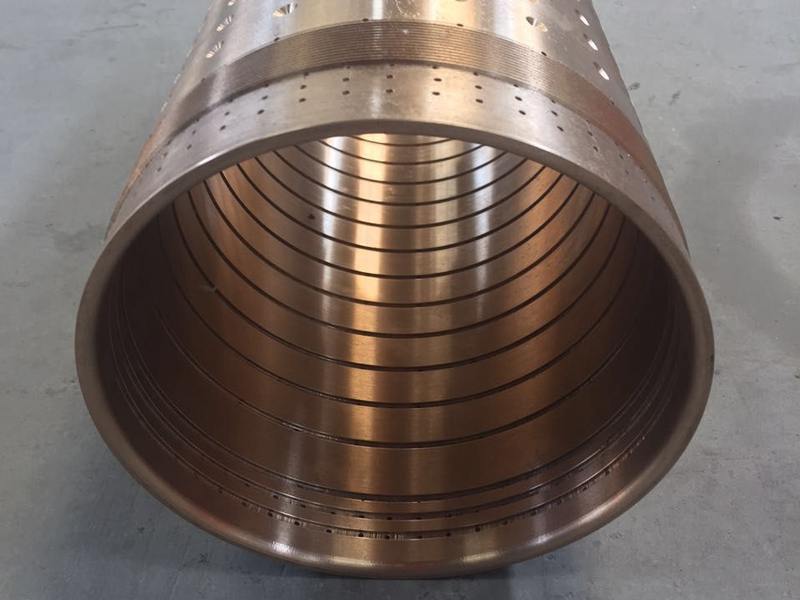
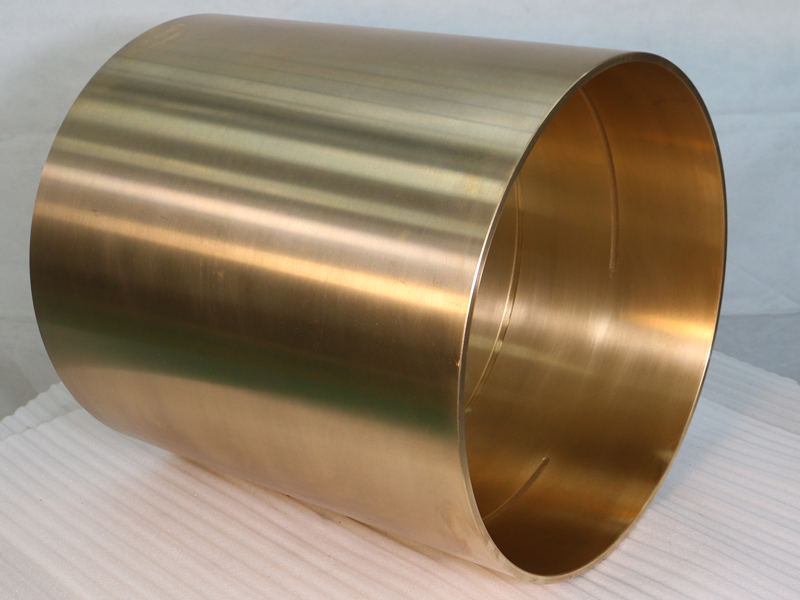
Під час зварювального ремонту та антикорозійної обробки C86300 слід звернути увагу на наступні аспектиолов'яна бронзова втулка кастинги:

Газове зварювання: використовуйте суворо нейтральне полум’я, енергія полум’я така ж, як у газового зварювання вуглецевої сталі, і вибирайте однорідний зварювальний дріт із вмістом олова на 1–2% більше, ніж у вихідному матеріалі.
Дугове зварювання зварювальних стрижнів: в основному використовується для зварювання ремонту лиття, вибирайте зварювальні стрижні з фосфорної бронзи або спеціальні зварювальні стрижні з олов’яної бронзи та зварюйте після попереднього нагріву.
Ручне зварювання вольфрамовим інертним газом: вміст олова в зварювальному дроті повинен бути на 1%~2% вищим, ніж в основному матеріалі, зварний матеріал потрібно попередньо нагріти, а зварювання виконується постійним струмом.
Очищення: Ретельно очистіть поверхню мідної втулки, щоб видалити забруднення, такі як масло, пил тощо.
Антикорозійне покриття: нанесіть антикорозійне покриття, наприклад фарбу, віск тощо, щоб забезпечити однорідність покриття без пропусків.
Пасивація: На поверхні мідної гільзи хімічними методами утворюється щільна оксидна плівка для підвищення стійкості до корозії.