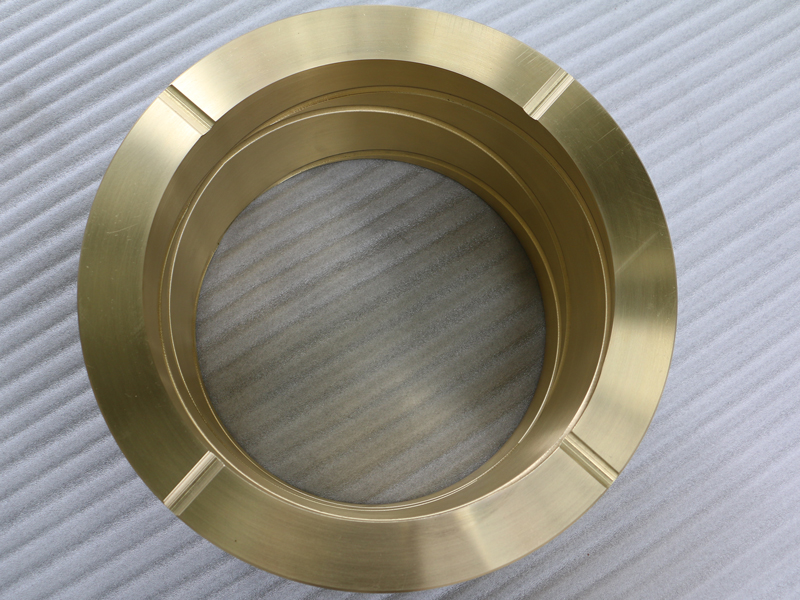
Медная втулка центробежного литья
Технология центробежного литья медных втулок представляет собой эффективный и точный метод литья, который широко используется при производстве втулок из медных сплавов, используемых в механическом оборудовании, автомобилях, шахтах и других тяжелых машинах. Основной принцип центробежного литья заключается в использовании центробежной силы, создаваемой высокоскоростной вращающейся формой, для равномерного распределения металлической жидкости по внутренней стенке формы, тем самым формируя отливку с высокой плотностью и хорошими характеристиками.
Основной принцип технологии центробежного литья
Центробежное литье заключается в заливке расплавленного металла во вращающуюся форму, прижатии металлической жидкости к стенке формы под действием центробежной силы и, наконец, формировании твердой отливки. В процессе литья из-за действия центробежной силы плотность внутреннего и наружного слоев отливки различна. Внешний слой находится ближе к стенке формы, что обычно образует более компактную и плотную структуру, а внутренний слой относительно рыхлый, что подходит для изготовления отливок с особыми физическими свойствами.
Процесс центробежного литья медных втулок
Медные втулки обычно изготавливаются из материалов медных сплавов. Процесс центробежного литья в основном включает в себя следующие этапы:
1. Подготовка формы. Форма обычно изготавливается из высокопрочных огнеупорных материалов, которые выдерживают высокие температуры и остаются стабильными при вращении. Внутренняя стенка формы может быть выполнена в форме втулки.
2. Плавление металла. Медный сплав нагревают до расплавленного состояния, обычно в высокотемпературной печи, а температура плавления обычно составляет от 1050°C до 1150°C.
3. Заливка расплавленного металла. Расплавленный металл заливают во вращающуюся форму через ванну расплава. Скорость вращения формы обычно регулируют на уровне десятков-сотни оборотов в минуту, причем скорость вращения напрямую влияет на качество и структуру отливки.
4. Охлаждение и затвердевание. Расплавленный металл затвердевает в форме за счет охлаждения. Благодаря действию центробежной силы расплавленный металл равномерно распределяется, образуя внешнюю стенку высокой плотности, тогда как внутренняя стенка относительно рыхлая.
5. Извлечение из формы и проверка. После охлаждения отливки форма перестает вращаться, проводится извлечение из формы и необходимые проверки, чтобы убедиться, что медная втулка соответствует требованиям по размеру и качеству.
Преимущества медных втулок центробежного литья
Высокая плотность и высокая прочность: центробежное литье позволяет сделать внешний слой отливки плотным за счет центробежной силы и имеет высокие механические свойства.
1. Меньше дефектов литья: центробежное литье уменьшает образование дефектов, таких как поры и включения, и улучшает качество отливок.
2. Хорошая износостойкость: втулки из медного сплава обычно используются, чтобы выдерживать большее трение. Технология центробежного литья повышает твердость поверхности отливок и улучшает износостойкость.
3. Высокая точность формования: медные втулки, отлитые центробежно, позволяют точно контролировать размер и форму, сокращая объем постобработки.
Применимые материалы
Материалы из медных сплавов, обычно используемые для центробежного литья, включают:
Литая медь (например, медно-оловянный сплав, медно-свинцовый сплав)
Литая бронза (например, бронза, алюминиевая бронза)
Алюминиевая бронза, эти сплавы обладают хорошей коррозионной стойкостью и износостойкостью, подходят для использования в качестве материалов втулок.
Области применения
Технология центробежного литья медных втулок часто применяется для изготовления высокопроизводительных втулок, подшипников, ползунов и других деталей и широко применяется в:
Механическое оборудование: например, втулки подшипников в устройствах механической передачи.
Автомобильная промышленность: Втулки, используемые для автомобильных двигателей, коробок передач и других деталей.
Горное оборудование: используется для деталей, требующих высокой износостойкости в горнодобывающей технике.
Влияние параметров процесса
Скорость вращения: Скорость вращения определяет равномерность распределения металлической жидкости и плотность отливки. Слишком высокое или слишком низкое значение повлияет на качество отливки.
Температура металлической жидкости. Слишком низкая температура металлической жидкости может привести к плохой текучести, а слишком высокая температура может легко вызвать окисление и другие проблемы.
Скорость охлаждения: Скорость охлаждения влияет на микроструктуру отливки. Слишком быстрая или слишком медленная скорость повлияет на работу медного ввода.
Короче говоря, технология центробежного литья медных втулок — это очень эффективный производственный процесс. Он может производить втулки из медного сплава с превосходными механическими свойствами, высокой точностью размеров и гладкой поверхностью. Это идеальный метод производства многих высокопроизводительных механических деталей.