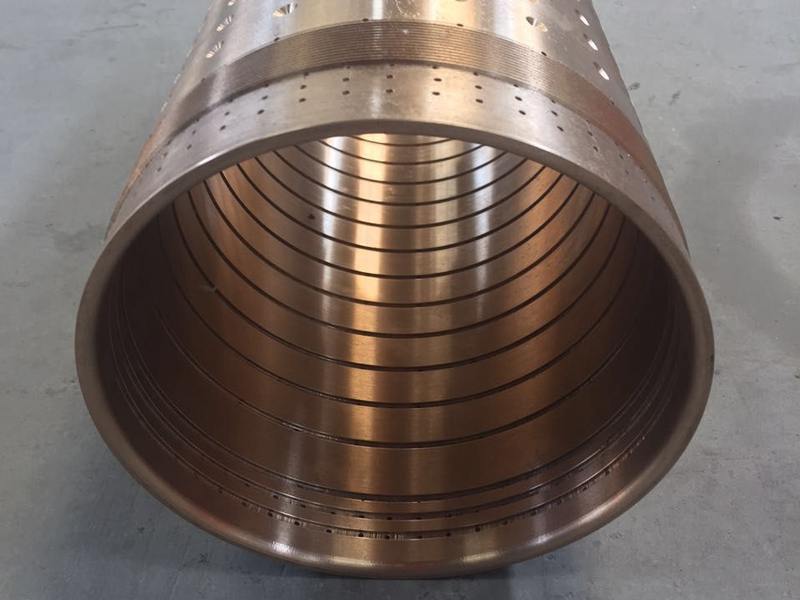
C86300 च्या वेल्डिंग दुरुस्ती आणि अँटी-रस्ट ट्रीटमेंटमध्ये खालील बाबींवर लक्ष दिले पाहिजेकथील कांस्य बुशिंग कास्टिंग:

गॅस वेल्डिंग: काटेकोरपणे तटस्थ ज्योत वापरा, ज्वालाची ऊर्जा गॅस वेल्डिंग कार्बन स्टीलसारखीच असते आणि मूळ सामग्रीपेक्षा टिन सामग्री 1%~2% जास्त असलेली एकसंध वेल्डिंग वायर निवडा.
वेल्डिंग रॉड आर्क वेल्डिंग: मुख्यतः कास्टिंग दुरुस्ती वेल्डिंगसाठी वापरले जाते, फॉस्फर ब्राँझ वेल्डिंग रॉड्स किंवा स्पेशल टिन ब्रॉन्झ स्पेशल वेल्डिंग रॉड्स आणि प्रीहीटिंग नंतर वेल्डिंगसाठी वापरले जाते.
मॅन्युअल टंगस्टन इनर्ट गॅस वेल्डिंग: वेल्डिंग वायरमधील टिन सामग्री मूळ सामग्रीपेक्षा 1% ~ 2% जास्त असणे आवश्यक आहे, वेल्डमेंट प्रीहीट करणे आवश्यक आहे आणि वेल्डिंग थेट करंटने चालते.
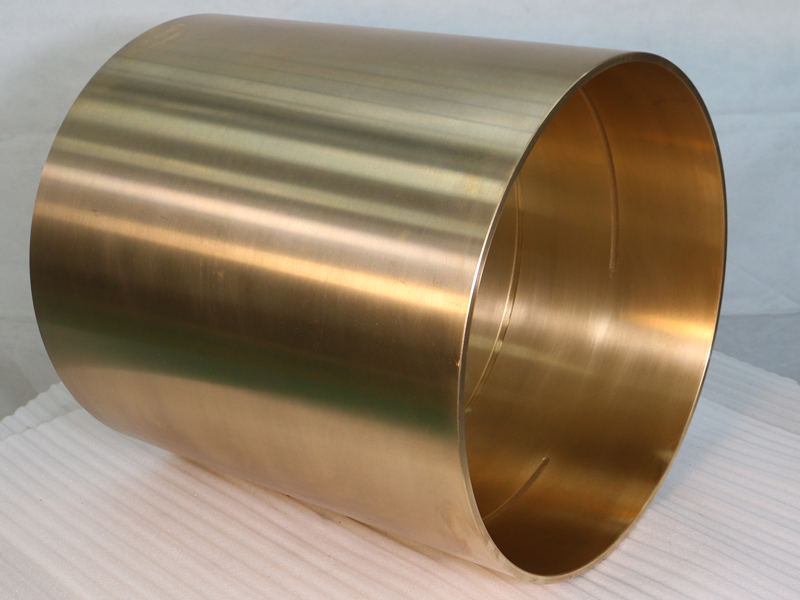
साफसफाईचे उपचार: तेल, धूळ इत्यादी अशुद्धता काढून टाकण्यासाठी तांब्याच्या बाहीची पृष्ठभाग पूर्णपणे स्वच्छ करा.
रस्ट-प्रूफ कोटिंग: कोटिंग एकसमान आणि वगळल्याशिवाय आहे याची खात्री करण्यासाठी पेंट, मेण, इत्यादी सारख्या अँटी-रस्ट लेप लावा. च्या
‘पॅसिव्हेशन ट्रीटमेंट’: कॉपर स्लीव्हच्या पृष्ठभागावर रासायनिक पद्धतींनी गंज प्रतिकार सुधारण्यासाठी दाट ऑक्साईड फिल्म तयार केली जाते.