規格外の処理青銅のブッシュ必要な仕様と性能基準を確実に満たすために、いくつかの特殊な手順が必要です。

加工技術:
1. 材料の選択:
- ブロンズ合金の選択:適切な青銅合金 (SAE 660、C93200、C95400 など) を選択することが重要です。各合金は、硬度、強度、耐摩耗性、機械加工性などの異なる特性を持っています。
- 原材料の品質:原材料に不純物や欠陥がないことを確認してください。これは、材料の認証と検査によって確認できます。
2. デザインと仕様:
- カスタムデザイン:非標準のブッシングには正確な設計仕様が必要です。これらには、寸法、公差、表面仕上げ、および特定の機能 (フランジ、溝、潤滑穴など) が含まれます。
- 技術的な図面:必要なすべての仕様と機能の概要を示す詳細な技術図面と CAD モデルを作成します。
3. 鋳造と鍛造:
- 鋳造:大型または複雑なブッシングの場合は、砂型鋳造または遠心鋳造法が使用される場合があります。内部応力や欠陥を避けるために均一な冷却を確保してください。
- 鍛造:小型のブッシングや高強度が必要なブッシングの場合は、鍛造を使用して結晶粒構造を微細化し、機械的特性を向上させることができます。
4. 加工:
- 旋削とボーリング:CNC 旋盤と中ぐり盤を使用して、希望の内径寸法と外径寸法を実現します。
- フライス加工:複雑な形状やキー溝やスロットなどの追加機能には、CNC フライス盤が使用されます。
- 穴あけ:潤滑穴やその他のカスタム機能のための正確な穴あけ。
- ねじ切り:ブッシングにねじ切り部分が必要な場合は、精密なねじ切り操作が実行されます。
5. 熱処理:
- 応力緩和:アニーリングや応力除去などの熱処理プロセスを適用すると、内部応力が軽減され、機械加工性が向上します。
- 硬化:一部の青銅合金は耐摩耗性を向上させるために硬化することができますが、ブッシングではあまり一般的ではありません。
6. 仕上げ:
- 研削と研磨:必要な表面仕上げと寸法精度を達成するための精密研削。
- 表面コーティング:指定されている場合、摩擦を軽減し、耐摩耗性を高めるためにコーティング (PTFE、グラファイトなど) を適用します。
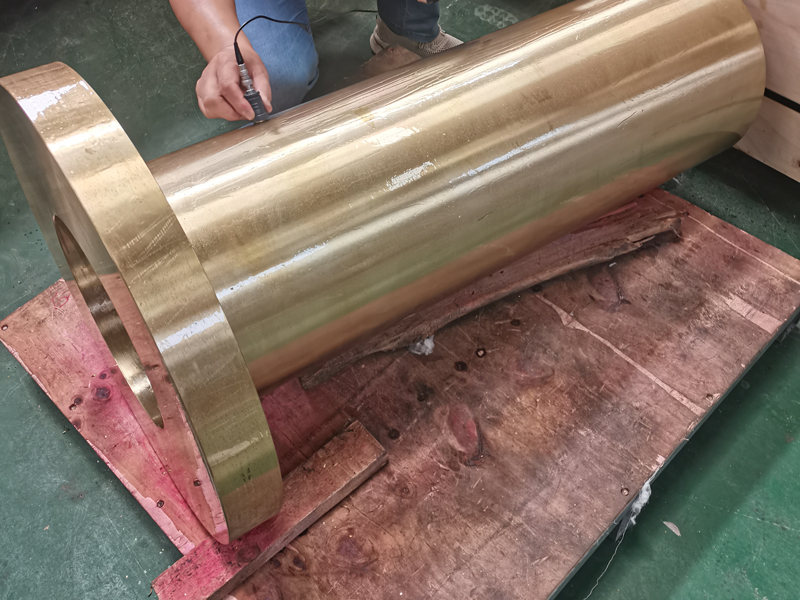
7. 品質管理:
- 寸法検査:精密測定ツール (マイクロメーター、ノギス、CMM) を使用して、寸法と公差を確認します。
- 材料試験:硬度、引張強度、化学組成の試験を実施して、材料の適合性を確認します。
- 非破壊検査 (NDT):超音波検査や染料浸透探傷検査などの方法を使用して、内部および表面の欠陥を検出できます。
8. 組み立てと取り付け:
- しまりばめ:動きや摩耗を防ぐために、ブッシュとハウジングまたはシャフトの間に適切な締まりばめが行われていることを確認してください。
- 潤滑:運用上のニーズに応じて、適切な潤滑チャネルまたは溝が存在することを確認してください。

技術的要件:
- 寸法許容差:適切なフィット感と機能を確保するには、設計仕様に厳密に従う必要があります。
- 表面仕上げ:スムーズな動作と摩擦の低減を確保するために、必要な表面粗さ (Ra 値など) を実現します。
- 材料特性:材料が、硬度、引張強さ、伸びなどの指定された機械的特性を満たしていることを確認します。
- 熱処理認証:該当する場合は、ブッシングが指定された熱処理プロセスを受けていることを証明する証明書を提出してください。
- 検査報告書:寸法精度、表面仕上げ、材料特性に関する詳細な検査レポートを保管します。
- 規格への準拠:ブッシングが材料および製造プロセスに関する関連業界規格 (ASTM、SAE、ISO など) に準拠していることを確認してください。
これらの技術と技術要件を遵守することで、正確な仕様を満たし、意図された用途で確実に機能する非標準の青銅ブッシングを製造できます。