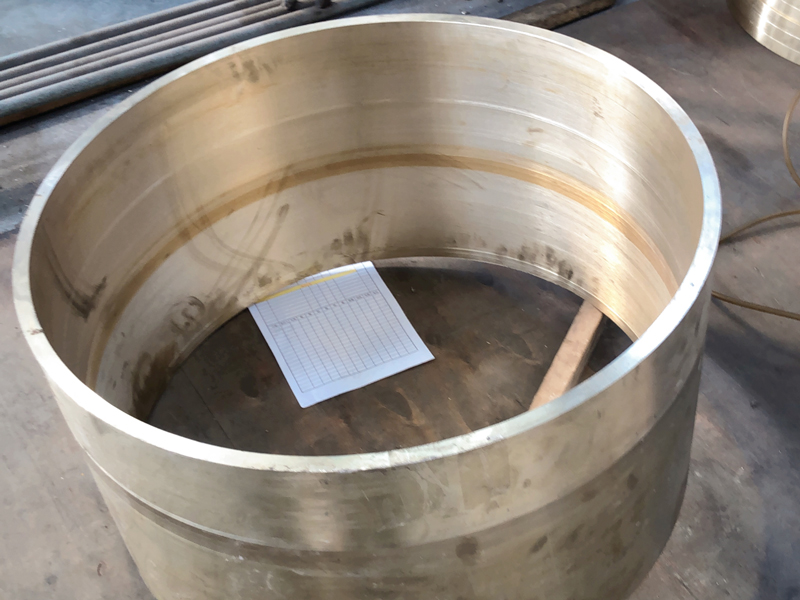
तांबे की झाड़ी केन्द्रापसारक कास्टिंग
तांबे की झाड़ियों की केन्द्रापसारक कास्टिंग तकनीक एक कुशल और सटीक कास्टिंग विधि है, जिसका व्यापक रूप से यांत्रिक उपकरणों, ऑटोमोबाइल, खानों और अन्य भारी मशीनों में उपयोग किए जाने वाले तांबे मिश्र धातु झाड़ियों के निर्माण में उपयोग किया जाता है। केन्द्रापसारक कास्टिंग का मूल सिद्धांत उच्च गति घूर्णन मोल्ड द्वारा उत्पन्न केन्द्रापसारक बल का उपयोग करके धातु के तरल को मोल्ड की आंतरिक दीवार पर समान रूप से वितरित करना है, जिससे उच्च घनत्व और अच्छे प्रदर्शन वाली कास्टिंग बनती है।
केन्द्रापसारक कास्टिंग प्रौद्योगिकी का मूल सिद्धांत
केन्द्रापसारक कास्टिंग पिघले हुए धातु के तरल को घूमने वाले सांचे में डालना है, धातु के तरल को केन्द्रापसारक बल द्वारा सांचे की दीवार पर धकेलना है, और अंत में एक ठोस कास्टिंग बनाना है। कास्टिंग प्रक्रिया के दौरान, केन्द्रापसारक बल की कार्रवाई के कारण, कास्टिंग की आंतरिक और बाहरी परतों का घनत्व अलग-अलग होता है। बाहरी परत मोल्ड की दीवार के करीब होती है, जो आमतौर पर अधिक कॉम्पैक्ट और घनी संरचना बनाती है, और आंतरिक परत अपेक्षाकृत ढीली होती है, जो विशेष भौतिक गुणों के साथ कास्टिंग बनाने के लिए उपयुक्त होती है।
तांबे की झाड़ियों की केन्द्रापसारक कास्टिंग प्रक्रिया
तांबे की झाड़ियाँ आम तौर पर तांबे की मिश्र धातु सामग्री से बनी होती हैं। केन्द्रापसारक कास्टिंग प्रक्रिया में मुख्य रूप से निम्नलिखित चरण शामिल हैं:
1. मोल्ड की तैयारी मोल्ड आमतौर पर उच्च शक्ति वाली दुर्दम्य सामग्री से बना होता है, जो उच्च तापमान का सामना कर सकता है और घूमने के दौरान स्थिर रहता है। सांचे की भीतरी दीवार को झाड़ी के आकार में डिज़ाइन किया जा सकता है।
2. धातु का पिघलना तांबे के मिश्र धातु को पिघली हुई अवस्था में गर्म किया जाता है, आमतौर पर उच्च तापमान वाली भट्टी में, और पिघलने का तापमान आम तौर पर 1050°C और 1150°C के बीच होता है।
3. पिघली हुई धातु डालें पिघली हुई धातु को पिघले हुए पूल के माध्यम से घूमने वाले सांचे में डाला जाता है। मोल्ड की घूर्णन गति आमतौर पर प्रति मिनट दसियों से सैकड़ों क्रांतियों पर नियंत्रित होती है, और घूर्णन गति सीधे कास्टिंग की गुणवत्ता और संरचना को प्रभावित करती है।
4. ठंडा होना और जमना ठंडा होने के कारण पिघली हुई धातु सांचे में जम जाती है। केन्द्रापसारक बल की क्रिया के कारण, पिघली हुई धातु समान रूप से वितरित होती है, जिससे एक उच्च घनत्व वाली बाहरी दीवार बनती है, जबकि आंतरिक दीवार अपेक्षाकृत ढीली होती है।
5. डिमोल्डिंग और निरीक्षण कास्टिंग के ठंडा होने के बाद, मोल्ड घूमना बंद कर देता है, डिमोल्डिंग और आवश्यक निरीक्षण यह सुनिश्चित करने के लिए किया जाता है कि तांबे की झाड़ी आकार और गुणवत्ता की आवश्यकताओं को पूरा करती है।
केन्द्रापसारक कास्टिंग तांबे की झाड़ियों के लाभ
उच्च घनत्व और उच्च शक्ति: केन्द्रापसारक कास्टिंग केन्द्रापसारक बल के माध्यम से कास्टिंग की बाहरी परत को सघन बना सकती है, और इसमें उच्च यांत्रिक गुण होते हैं।
1. कम कास्टिंग दोष: केन्द्रापसारक कास्टिंग छिद्रों और समावेशन जैसे दोषों की उत्पत्ति को कम करती है, और कास्टिंग की गुणवत्ता में सुधार करती है।
2. अच्छा पहनने का प्रतिरोध: कॉपर मिश्र धातु की झाड़ियों का उपयोग आमतौर पर अधिक घर्षण का सामना करने के लिए किया जाता है। केन्द्रापसारक कास्टिंग तकनीक कास्टिंग की सतह की कठोरता को अधिक बनाती है और पहनने का प्रतिरोध बेहतर बनाती है।
3. उच्च मोल्डिंग परिशुद्धता: केन्द्रापसारक रूप से डाली गई तांबे की झाड़ियाँ आकार और आकार को सटीक रूप से नियंत्रित कर सकती हैं, जिससे प्रसंस्करण के बाद का काम कम हो जाता है।
लागू सामग्री
आमतौर पर केन्द्रापसारक कास्टिंग के लिए उपयोग की जाने वाली तांबा मिश्र धातु सामग्री में शामिल हैं:
कच्चा तांबा (जैसे तांबा-टिन मिश्र धातु, तांबा-सीसा मिश्र धातु)
कास्ट कांस्य (जैसे कांस्य, एल्यूमीनियम कांस्य)
एल्यूमीनियम कांस्य, इन मिश्र धातुओं में अच्छा संक्षारण प्रतिरोध और पहनने का प्रतिरोध होता है, जो झाड़ी सामग्री के रूप में उपयोग के लिए उपयुक्त होते हैं।
अनुप्रयोग क्षेत्र
तांबे की झाड़ियों की केन्द्रापसारक कास्टिंग तकनीक का उपयोग अक्सर उच्च-प्रदर्शन वाली झाड़ियों, बीयरिंगों, स्लाइडर्स और अन्य भागों के निर्माण के लिए किया जाता है, और इसका व्यापक रूप से उपयोग किया जाता है:
यांत्रिक उपकरण: जैसे यांत्रिक ट्रांसमिशन उपकरणों में बियरिंग बुशिंग।
ऑटोमोटिव उद्योग: ऑटोमोबाइल इंजन, गियरबॉक्स और अन्य भागों के लिए उपयोग की जाने वाली बुशिंग।
खनन उपकरण: उन हिस्सों के लिए उपयोग किया जाता है जिन्हें खनन मशीनरी में उच्च पहनने के प्रतिरोध की आवश्यकता होती है।
प्रक्रिया मापदंडों का प्रभाव
घूर्णन गति: घूर्णन गति धातु तरल वितरण की एकरूपता और कास्टिंग के घनत्व को निर्धारित करती है। बहुत अधिक या बहुत कम होने से कास्टिंग की गुणवत्ता प्रभावित होगी।
धातु तरल तापमान: बहुत कम धातु तरल तापमान खराब तरलता का कारण बन सकता है, जबकि बहुत अधिक तापमान आसानी से ऑक्सीकरण और अन्य समस्याएं पैदा कर सकता है।
शीतलन गति: शीतलन गति कास्टिंग की सूक्ष्म संरचना को प्रभावित करती है। बहुत तेज़ या बहुत धीमा कॉपर बुशिंग के प्रदर्शन को प्रभावित करेगा।
संक्षेप में, कॉपर बुशिंग की केन्द्रापसारक कास्टिंग तकनीक एक बहुत प्रभावी उत्पादन प्रक्रिया है। यह उत्कृष्ट यांत्रिक गुणों, उच्च आयामी सटीकता और चिकनी सतह के साथ तांबे मिश्र धातु की झाड़ियों का उत्पादन कर सकता है। यह कई उच्च प्रदर्शन वाले यांत्रिक भागों के लिए एक आदर्श उत्पादन विधि है।
.jpg)
