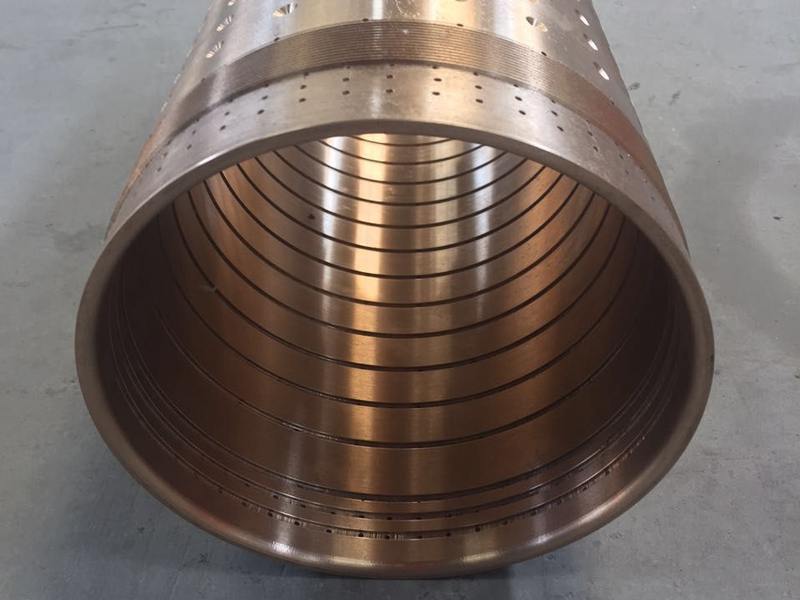
Seuraaviin seikkoihin tulee kiinnittää huomiota C86300:n hitsauksen korjauksessa ja ruosteenestokäsittelyssätinapronssiholkki valukappaleet:

Kaasuhitsaus: Käytä täysin neutraalia liekkiä, liekin energia on sama kuin kaasuhitsauksen hiiliteräksessä ja valitse homogeeninen hitsauslanka, jonka tinapitoisuus on 1 % ~ 2 % korkeampi kuin perusmateriaali.
Hitsaustankojen kaarihitsaus: Käytetään pääasiassa valukorjaushitsaukseen, valitaan fosforipronssihitsaustauvoja tai erityisiä tinapronssia erikoishitsaustauvoja ja hitsataan esilämmityksen jälkeen.
Manuaalinen volframi-inerttikaasuhitsaus: Hitsauslangan tinapitoisuuden on oltava 1% ~ 2% korkeampi kuin perusmateriaali, hitsaus on esilämmitettävä ja hitsaus suoritetaan tasavirralla.
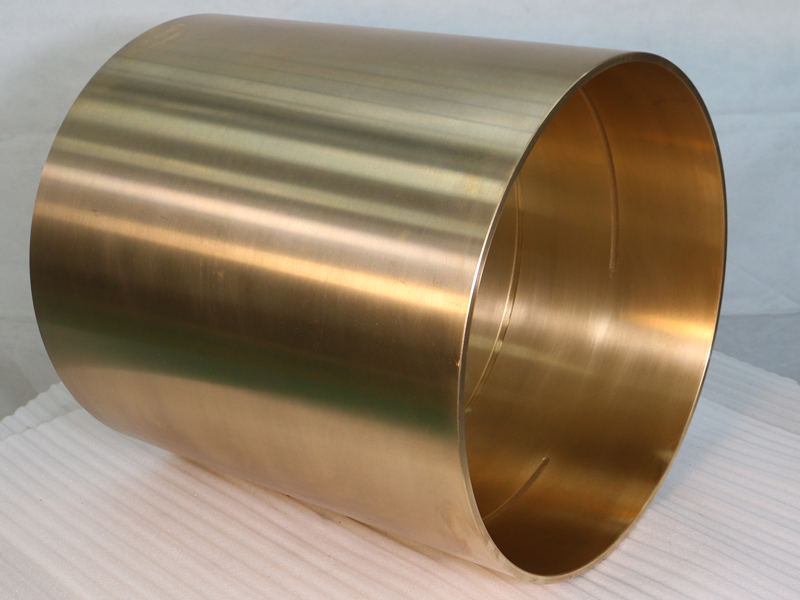
Puhdistuskäsittely: Puhdista kupariholkin pinta perusteellisesti poistaaksesi epäpuhtaudet, kuten öljyn, pölyn jne.
Ruosteenkestävä pinnoite: Käytä ruosteenestopinnoitetta, kuten maalia, vahaa jne. varmistaaksesi, että pinnoite on tasainen ja ilman puutteita.
Passivointikäsittely: Kupariholkin pinnalle muodostuu kemiallisilla menetelmillä tiheä oksidikalvo korroosionkestävyyden parantamiseksi.