Behandling ikke-standardbronze bøsningerinvolverer flere specialiserede trin for at sikre, at de opfylder de krævede specifikationer og ydeevnestandarder.

forarbejdningsteknologi:
1. Materialevalg:
- Valg af bronzelegering:Valget af den passende bronzelegering (f.eks. SAE 660, C93200, C95400) er kritisk. Hver legering har forskellige egenskaber såsom hårdhed, styrke, slidstyrke og bearbejdelighed.
- Råvarekvalitet:Sørg for, at råmaterialet er fri for urenheder og defekter. Dette kan verificeres gennem materialecertificering og inspektion.
2. Design og specifikationer:
- Brugerdefineret design:Ikke-standard bøsninger kræver præcise designspecifikationer. Disse omfatter dimensioner, tolerancer, overfladefinish og specifikke funktioner (f.eks. flanger, riller, smørehuller).
- Tekniske tegninger:Opret detaljerede tekniske tegninger og CAD-modeller, der skitserer alle nødvendige specifikationer og funktioner.
3. Støbning og smedning:
- Casting:Til store eller komplekse bøsninger kan sandstøbning eller centrifugalstøbemetoder anvendes. Sørg for ensartet køling for at undgå interne belastninger og defekter.
- Smedning:Til mindre bøsninger eller dem, der kræver høj styrke, kan smedning bruges til at forfine kornstrukturen og forbedre de mekaniske egenskaber.
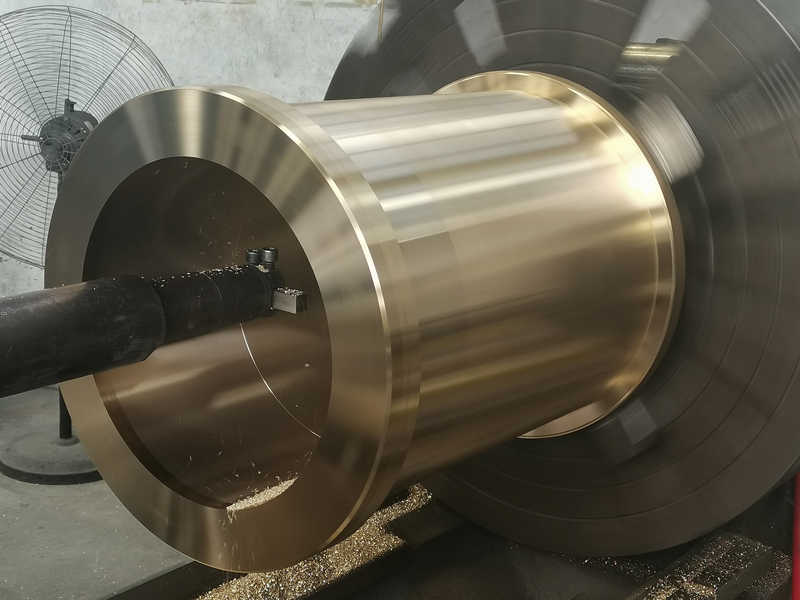
4. Bearbejdning:
- Drejning og kedelig:CNC drejebænke og boremaskiner bruges til at opnå de ønskede indvendige og udvendige dimensioner.
- Fræsning:Til komplekse former eller yderligere funktioner som kilespor og slidser anvendes CNC-fræsere.
- Boring:Nøjagtig boring til smørehuller og andre brugerdefinerede funktioner.
- Trådning:Hvis bøsningen kræver gevindsektioner, udføres præcisionsgevindoperationer.
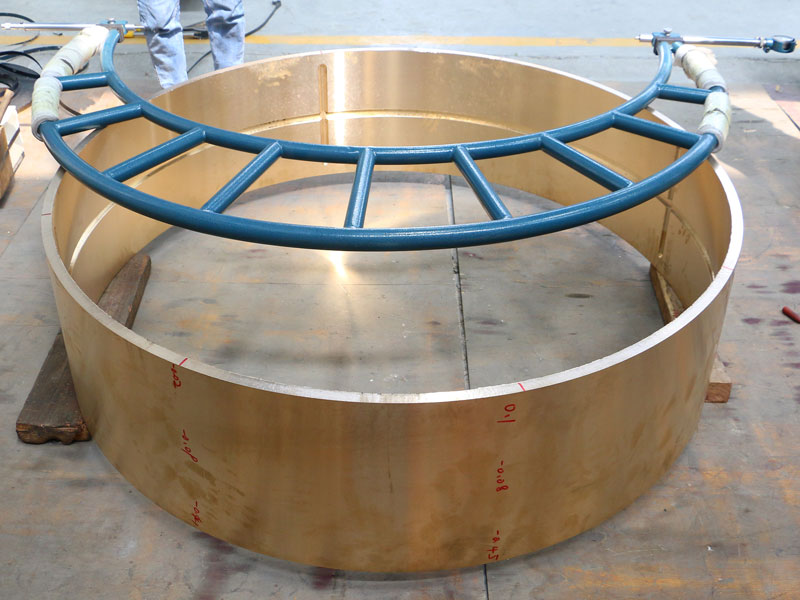
5. Varmebehandling:
- Afstressende:Varmebehandlingsprocesser såsom udglødning eller spændingsaflastning kan anvendes for at reducere indre spændinger og forbedre bearbejdeligheden.
- Hærdning:Nogle bronzelegeringer kan hærdes for at forbedre slidstyrken, selvom dette er mindre almindeligt for bøsninger.
6. Efterbehandling:
- Slibning og polering:Præcisionsslibning for at opnå den nødvendige overfladefinish og dimensionelle nøjagtighed.
- Overfladebelægning:Påføring af belægninger (f.eks. PTFE, grafit) for at reducere friktionen og øge slidstyrken, hvis det er specificeret.
7. Kvalitetskontrol:
- Dimensionel inspektion:Brug præcisionsmåleværktøjer (mikrometre, skydelære, CMM) til at verificere dimensioner og tolerancer.
- Materialetest:Udfør test for hårdhed, trækstyrke og kemisk sammensætning for at sikre materialeoverensstemmelse.
- Ikke-destruktiv test (NDT):Metoder såsom ultralydstestning eller inspektion af farvestofgennemtrængning kan bruges til at opdage interne og overfladefejl.
8. Montering og montering:
- Interferenspasning:Sørg for korrekt indgreb mellem bøsningen og huset eller akslen for at forhindre bevægelse og slid.
- Smøring:Sørg for, at passende smørekanaler eller riller er til stede til driftsbehov.

Tekniske krav:
- Dimensionstolerancer:Skal nøje overholdes i henhold til designspecifikationerne for at sikre korrekt pasform og funktion.
- Overfladebehandling:Opnå den nødvendige overfladeruhed (f.eks. Ra-værdi) for at sikre jævn drift og reduceret friktion.
- Materiale egenskaber:Kontroller, at materialet opfylder de specificerede mekaniske egenskaber, herunder hårdhed, trækstyrke og forlængelse.
- Varmebehandlingscertificering:Hvis det er relevant, skal du bekræfte, at bøsningen har gennemgået de specificerede varmebehandlingsprocesser.
- Inspektionsrapporter:Vedligehold detaljerede inspektionsrapporter for dimensionsnøjagtighed, overfladefinish og materialeegenskaber.
- Overholdelse af standarder:Sørg for, at bøsningerne overholder relevante industristandarder (f.eks. ASTM, SAE, ISO) for materiale- og fremstillingsprocesser.
Ved at overholde disse teknologier og tekniske krav kan ikke-standard bronzebøsninger fremstilles for at opfylde præcise specifikationer og yde pålideligt i deres tilsigtede anvendelser.