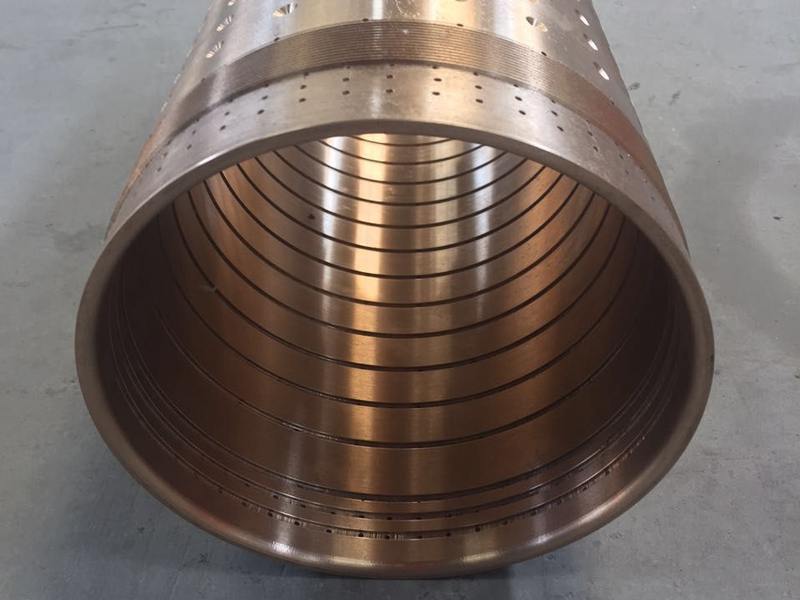
Пры рамонце зваркі і апрацоўцы C86300 супраць іржы варта звярнуць увагу на наступныя аспектыалавяная бронзавая ўтулка адліўкі:

Газавая зварка: выкарыстоўвайце строга нейтральнае полымя, энергія полымя такая ж, як і пры газавай зварцы вугляродзістай сталі, і выбірайце аднастайную зварачную дрот з утрыманнем волава на 1–2% вышэй, чым у асноўным матэрыяле.
Дугавая зварка зварачных стрыжняў: у асноўным выкарыстоўваецца для зваркі рамонту ліцця, выбірайце зварачныя стрыжні з фосфарнай бронзы або спецыяльныя зварачныя стрыжні з алавянай бронзы і зварвайце пасля папярэдняга нагрэву.
Ручная зварка вальфрамам у інэртным газе: утрыманне волава ў зварачным дроце павінна быць на 1%~2% вышэй, чым у асноўным матэрыяле, зварку трэба папярэдне нагрэць, а зварка праводзіцца пастаянным токам.
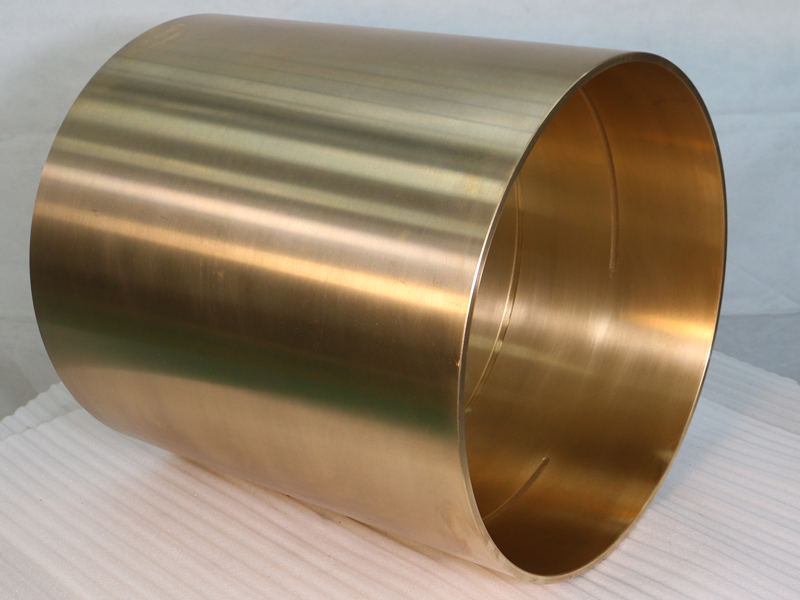
Ачыстка: Старанна ачысціце паверхню меднай гільзы, каб выдаліць такія забруджвання, як алей, пыл і г.д.
Нержавеючае пакрыццё: нанясіце антыкаразійнае пакрыццё, такое як фарба, воск і г.д., каб гарантаваць, што пакрыццё будзе аднастайным і без пропускаў.
Пасіўная апрацоўка: Шчыльная аксідная плёнка ўтвараецца на паверхні меднай гільзы хімічнымі метадамі для павышэння каразійнай устойлівасці.